![]()
【溶接機・YAGレーザー・ファイバーレーザーのTHM】TOP > マイクロアーク溶接機
マイクロアーク溶接機
マイクロアーク溶接機とは
従来のTIG 溶接機では不可能であった極短時間・微電流制御を可能にした、
いわば「超精密TIG スポット溶接機(マイクロショットアーク)」です。
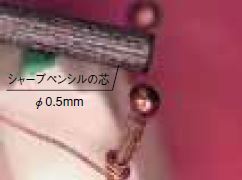
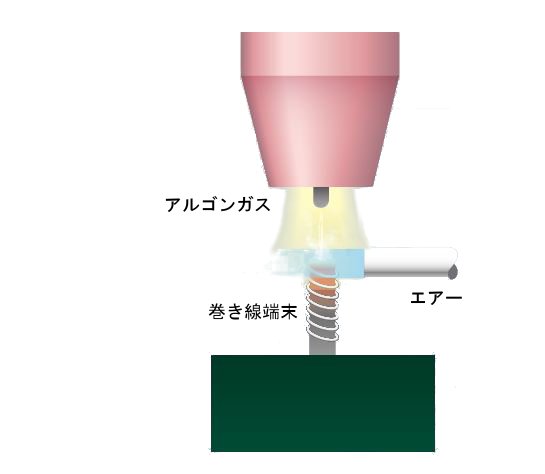
トーチ先端とワーク(被溶接物)間で約0.5~1.0mm のギャップ(隙間)を設け、
その間にパルス化したアーク電流を放電させます。特にコイル端末の半田レス接合やカテーテル、各種医療器、管球などの
先端の球状加工、パイプ封止加工等に最適です。
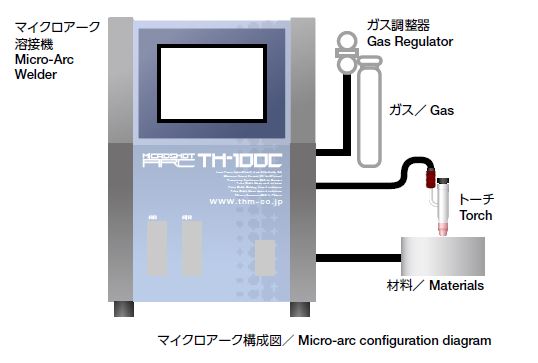
マイクロアーク溶接機の構成
マイクロショットアークの構成を大きく分類すると電源制御部・トーチ・アースケーブルより構成されます。
電源部はトリガー電圧を発生させて電路を開き、設定された溶接電流をパルス化して通電します。
フィードバック制御によりNG 信号の出力も行います。トーチ先端部には通常トリタン電極を用います。
また、トーチ先端からはアルゴン(Ar)ガスが噴出され、ワークや電極の酸化防止・冷却を行います。
アースケーブルはワーク側に接続します。
THシリーズ
マイクロアーク溶接機が得意とする加工
| ・ コイル端末接合
短時間溶接のため、ボビン樹脂に対する熱影響が極めて少なく、
|
 |
|
| マイクロリレー | ||
| ・ 曲面や複雑な形状
非接触溶接のため、ワークを加圧しなくても溶接が可能なので、 変形や歪みの発生をおさえることが可能です。 |
 |
|
| 電球フィラメント | ||
| ・ 異種金属
タングステン、モリブデン、タンタル等の |
 |
|
| 小型モーターケース |
アルゴンガスの使用により、材料の外観をきれいに保ちます
|
 |
パターン通信機能
|
 |
マイクロアーク溶接機 製品ラインナップ
|
従来のTIG溶接機では不可能であった極短時間・微電流制御を可能にした、いわば「超精密TIGスポット溶接機(マイクロショットアーク)」です。トーチ先端とワーク(被溶接物)間で約0.5~1.0mmのギャップ(隙間)を設け、その間にパルス化したアーク電流を放電させます。
特にコイル端末の半田レス接合やカテーテル、各種医療器、管球などの先端の球状加工、パイプ封止加工等に最適です。 > 熱電対溶接機(15A出力マイクロアーク溶接機) |

![]()
