精密溶接(レーザー溶接・抵抗溶接)を解説
精密溶接とは、明確な定義はありませんが一般的には、細かな溶接や仕上げが必要ないキレイな溶接を指します。溶接には、様々な種類の方法があり、精密溶接をするときには、母材や使用用途によって適した方法を選ぶことが必要です。今回は、たくさんの溶接方法がある中でも、レーザー溶接、抵抗溶接の2つの溶接について詳しくまとめました。
精密溶接と溶接の主な種類
溶接を3種類の接合方法で分類し、それぞれの接合方法について紹介していきます。
溶接は接合方法によって分類される
溶接は、様々な視点からの分類ができ、視点によって分類方法は異なります。
金属工学的な視点から、大きく分けて3種類に分類されることが多いです。
| 溶接の接合方法 | 溶接方法 |
|---|---|
| 融接 | レーザー接合、アーク接合など |
| 圧接 | 抵抗接合など |
| ろう接 | はんだ付けなど |
接合方法によって、「融接」「圧接」「ろう接」の3種類に分類できます。
母材の素材や使用目的によって、接合方法を変える必要があるため、接合の種類は豊富です。
それぞれの接合方法にはさらに細かな種類があり、融接にはレーザー溶接やアーク接合など、圧接には抵抗接合など、ろう接にははんだ付けなどがあります。
ここからは、融接、圧接、ろう接について詳しく見ていきましょう。
融接とは
融接は、溶接の中で最もポピュラーとも言える方法です。
融接は、2つの母材の接合したい部分を熱することで溶かして融合させ、固めることで溶接します。溶接をイメージしたときに、火花を散らしながら溶接作業をする場面を思い浮かべる人が多いですが、そのイメージの溶接作業が融接です。
融接には、アーク溶接やレーザー溶接など溶接方法があり、対象ワークに合った方法を選びやすく、精密溶接にも適した接合方法があるといったメリットがあります。
圧接とは
圧接は加圧溶接とも呼ばれ、金属などの被溶接材料の接合部に、機械的圧力を加えて接合する加工法です。ただし、圧接は単に圧力をかけて接合するものだけではなく、摩擦熱によって被溶接材料を発熱させてから圧着させる摩擦圧接もありますし、ガスの炎によって加熱圧着させる熱間接合も圧接の1種です。
その他にも圧接には、ガス圧接、抵抗溶接、拡散接合、超音波圧接、爆発圧接などがあります。
ろう接とは
ろう接は、奈良の大仏にも使われているほど、古くからよく使用されている接合方法です。
溶加材を溶かし、母材同士を接合する方法で、簡単に言えば、溶加材を接着剤のようにして母材同士を引っ付けています。溶加材を使うため、2つの素材が異なっていたり、母材の厚さが異なっていたりしても、溶接できるという点が最も大きなメリットです。
なお、中学校で習うこともあるはんだ付けは、ろう接の1種で、ろう接とはんだ付けの違いは、融点450℃以上の硬ろうを用いるものがろう付け、450℃未満の軟ろうを用いるものをはんだ付けに分類されることが多いです。
レーザー溶接
融接の一種であるレーザー溶接は、どのような溶接方法なのでしょうか。
精密溶接をするときに最も使われることが多いレーザー溶接について解説していきます。
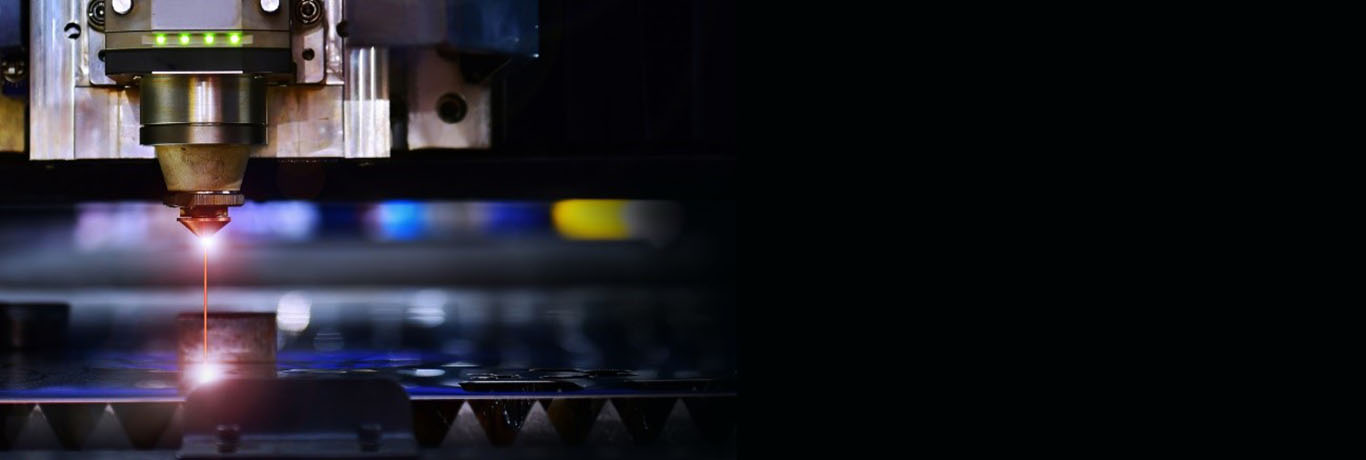
レーザー溶接とは
レーザーと聞くと、溶接以外にも、マーキングや切断、ジャンルは違いますが、美容などを思い浮かべるのではないでしょうか。実はどれも同じような波長のレーザーを使っています。
出力の大きさや、レーザーを照射する時間などをコントロールして、それぞれの目的に適した使い方をしているのです。
また、レーザー光にも種類があり、CO2レーザー、YAGレーザーやファイバーレーザーなどがあり、これもそれぞれに特徴があります。
レーザー溶接のメリット
レーザー光を溶接に使う場合、溶接したい個所を正確に狙うことができ、局所的に熱を与えることが可能です。短時間で小さな部分にも熱を与えられるため、仕上がりがキレイというメリットがあります。また、溶接の熱源が光なので、非接触で加工することができ、電流や磁力などの影響を受けないということも特徴です。
レーザー溶接のデメリット
レーザー溶接のデメリットとしては、溶接個所の密着精度や溶接面の管理が必要となってきます。レーザー溶接の密着精度は、
板厚の1/10程度に納めないと、ひび割れなどの欠陥、それ以前に溶接できないなどの問題が発生する可能性があります。
レーザー光は目に見えませんが、そのパワーは強く、安全対策を徹底しなければいけません。
産業用途で使用するレーザーはJIS C6802 「レーザー製品の安全基準」に規定されているクラス4のものがほとんどで、反射光も危険であるとされています。レーザーの光を見つめてしまったときには、目に損傷を受けることが考えられ、必ず専用のゴーグルする、反射作用のあるカバーで溶接工程を覆うなど、レーザー光から身を守る対策が大切です。
抵抗溶接
抵抗溶接は、圧接の一種で、圧力と熱によって溶接する方法です。ここからは、抵抗溶接について詳しく見ていきましょう。
抵抗溶接とは
抵抗溶接は、母材の金属を重ね合わせ、溶接する個所を電極で挟み、圧力かけて電流を流し、溶接部位の接触抵抗に発生するジュール熱でお互いを溶融接着させる溶接方法です。
また、一口に抵抗溶接といっても、インバータ式、トランジスタ式、コンデンサ式、交流式などの種別があり、電気の流し方が異なります。
短い時間で熱をかけず溶接したほうがいいのか、または、長い時間じっくりと熱をかけていったほうがいいのかなど対象ワークによって適したものを選定する必要があります。
抵抗溶接のメリット
抵抗溶接のメリットとしては適切な溶接条件さえでてしまえば、作業時間が短時間で効率的に製造できる点が挙げられます。
また、対象ワークを物理的に電極で挟み込みながら溶接を行うという性質上、対象ワークを潰しながら溶接を行う溶接(ヒュージング)であったり、前述のレーザーとは異なり隙間や面精度にそこまでシビアにならなくてもよいこともメリットといえます。
抵抗溶接のデメリット
製造現場における抵抗溶接のデメリットは電極の管理が挙げられます。
電極が汚れてしまったり、摩耗してしまったりすると溶接が変わってしまいます。どのような溶接かによって程度は異なりますが、電極は運用の中で管理していかなければならず、生産数などで区切って、使用していくことが一般的です。
まとめ
精密溶接は一般的に、小物製品の溶接や、溶接後に仕上げの必要がない精度の高い溶接を示しています。溶接には融接、圧接、ろう接と3つの種類があり、それぞれでさらに多くの溶接方法があるため、その中からどの方法を選ぶのかということが重要です。
ここでは、レーザー溶接、抵抗溶接について詳しく解説しましたが、対象ワークの形状や材質、使用目的によって適したものを選びましょう。